Hallo,
ich bin noch relativer CNC-Anfänger.
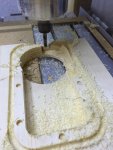
Aktuell fräse ich mit meiner Alu 3040Z vor allem 18mm Buche mit einem 6mm Zweischneider von Sorotec. 24000 U/min, Zustellung 3mm, Vorschub 700 mm/min.
Das Ergebnis sind kleine Späne (siehe Bild) allerdings auch Fransen an den Rändern und ggf. sogar lange Fäden.
Ist das das gewünschte Ergebnis? Welche Parameter würdet ihr anpassen?
Im Moment drehe ich vor allem an der Zustellung, bei 4mm quietscht es halt schon deutlicher.
Viele Grüße,
Daniel

ich bin noch relativer CNC-Anfänger.
Aktuell fräse ich mit meiner Alu 3040Z vor allem 18mm Buche mit einem 6mm Zweischneider von Sorotec. 24000 U/min, Zustellung 3mm, Vorschub 700 mm/min.
Das Ergebnis sind kleine Späne (siehe Bild) allerdings auch Fransen an den Rändern und ggf. sogar lange Fäden.
Ist das das gewünschte Ergebnis? Welche Parameter würdet ihr anpassen?
Im Moment drehe ich vor allem an der Zustellung, bei 4mm quietscht es halt schon deutlicher.
Viele Grüße,
Daniel