Jetzt hänge ich mich hier auch mal dran.
Ich habe diese Fräse gekauft um Frontplatten aus Aluminium zu fräsen. Ums vorweg zu nehmen, geht einwandfrei. Auch Fräsarbeiten mit 6mm Fräsern in Vollaluminium (Bohrschablonen, Halterung für Laserbeschrifter usw) ohne Probleme. Die Toleranzen bewegen sich im Bereich 0,05 - 0,2 mm, was für mich ausreichend ist.
Ich habe erst mal eine Kamera zu Nullpunktjustage und eine LED-Ringleuchte dran gebaut. Was mir bei den ganzen Anleitungen mit Kameras aufgefallen ist, keiner geht darauf ein das die Kamera genau senkrecht stehen muss, weil sonst durch den Parallaxenfehler abhängig von der Distanz Kamera - Werkstück Abweichungen entstehen. Deswegen habe ich sie justierbar gemacht, die Abweichung abhängig von der Distanz ist nun vernachlässigbar.
Die Maschine läuft zwar outofthebox, aber man muss wie schon beschrieben ganz klar sehen das dies mehr eine Hobbymaschine mit viel Verbesserungspotential ist. Dafür ist aber auch der Preis sehr günstig.
Was mir negativ aufgefallen ist:
-Die Maschine selber hat keine Erdung.
-Messuhr an das Portal gesetzt, mit Druck verzieht sich das Portal bis 0,3mm.
-Der Tisch ist zusammengesetzt aus Profilen und nicht plan (bis 0,3 mm).
-Die PWM Geschwindigkeitssteuerung der Spindeldrehzahl ist unbrauchbar.
-Was ich noch machen werde:
-Eine gefräste Gussaluminiumplatte als Tisch. (ca. 350€)
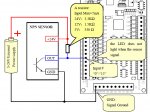
-Wandler PWM 0-10V einbauen (schon bestellt und unterwegs, mit Keinteilen 50€)
-Geschlossene Wasserkühlung für die Spindel, dazu wird eine PC Kühlung als Grundstock genommen.
Ich habe diese Fräse gekauft um Frontplatten aus Aluminium zu fräsen. Ums vorweg zu nehmen, geht einwandfrei. Auch Fräsarbeiten mit 6mm Fräsern in Vollaluminium (Bohrschablonen, Halterung für Laserbeschrifter usw) ohne Probleme. Die Toleranzen bewegen sich im Bereich 0,05 - 0,2 mm, was für mich ausreichend ist.
Ich habe erst mal eine Kamera zu Nullpunktjustage und eine LED-Ringleuchte dran gebaut. Was mir bei den ganzen Anleitungen mit Kameras aufgefallen ist, keiner geht darauf ein das die Kamera genau senkrecht stehen muss, weil sonst durch den Parallaxenfehler abhängig von der Distanz Kamera - Werkstück Abweichungen entstehen. Deswegen habe ich sie justierbar gemacht, die Abweichung abhängig von der Distanz ist nun vernachlässigbar.
Die Maschine läuft zwar outofthebox, aber man muss wie schon beschrieben ganz klar sehen das dies mehr eine Hobbymaschine mit viel Verbesserungspotential ist. Dafür ist aber auch der Preis sehr günstig.
Was mir negativ aufgefallen ist:
-Die Maschine selber hat keine Erdung.
-Messuhr an das Portal gesetzt, mit Druck verzieht sich das Portal bis 0,3mm.
-Der Tisch ist zusammengesetzt aus Profilen und nicht plan (bis 0,3 mm).
-Die PWM Geschwindigkeitssteuerung der Spindeldrehzahl ist unbrauchbar.
-Was ich noch machen werde:
-Eine gefräste Gussaluminiumplatte als Tisch. (ca. 350€)
-Wandler PWM 0-10V einbauen (schon bestellt und unterwegs, mit Keinteilen 50€)
-Geschlossene Wasserkühlung für die Spindel, dazu wird eine PC Kühlung als Grundstock genommen.